
 English
English Español
Español русский
русскийNews
Home / News / Industry News / Cold Forging vs Hot Forging vs Warm Forming: Complete Guide to Forging Processes, Temperature Ranges & Die Materials
Forging is the process of shaping metal under compressive force, but the temperature at which that force is applied changes nearly everything about the outcome — the grain structure, the surface finish, the dimensional tolerance, the die life, and the economics of the operation. The three principal variants are cold forging, hot forging, and warm forming, and each occupies a distinct temperature range relative to the metal's recrystallization temperature.
Cold forging is performed at or near room temperature — typically below 150°C for steel — which is well below the recrystallization threshold. Because no thermal softening occurs, the metal work-hardens during deformation: dislocation density in the grain structure increases, and the material becomes progressively stronger and harder as it is formed. This strain hardening is both the primary mechanical benefit and the primary process limitation of cold forging, since it requires higher forming forces and restricts the achievable deformation per pass before the material becomes too hard to continue forming without cracking.
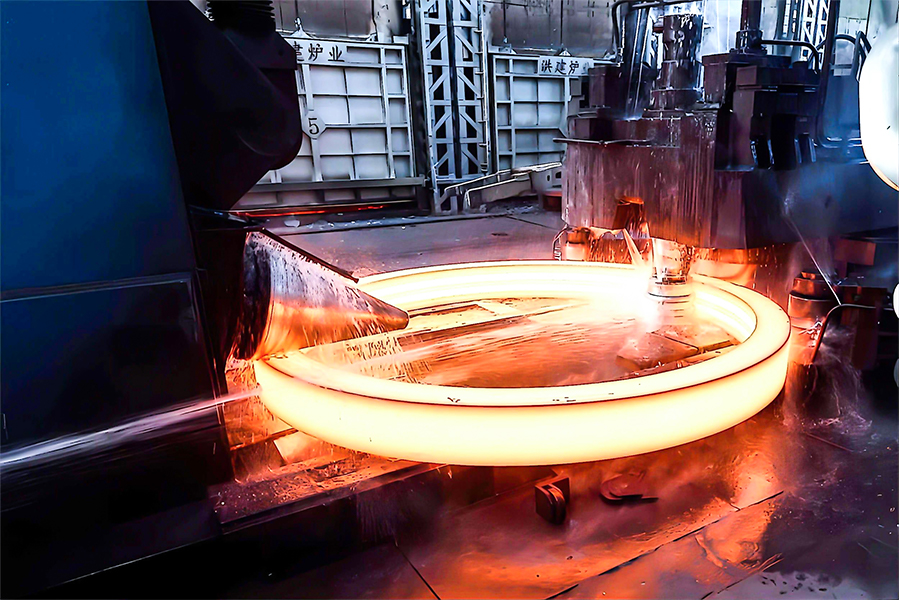
Hot forging is performed above the recrystallization temperature — for steel, this means working at temperatures typically between 950°C and 1,250°C depending on the alloy. At these temperatures, new strain-free grains form continuously as the metal deforms, eliminating work hardening and allowing large, complex shapes to be formed in fewer operations with lower press tonnage. The trade-off is surface oxidation (scale formation), wider dimensional tolerances, and a post-forging heat treatment or machining requirement in many applications.
Warm forming occupies the intermediate range — typically 650°C to 950°C for steel — where partial thermal softening reduces forming forces compared to cold forging while limiting scale formation and dimensional distortion compared to hot forging. It is not simply a compromise: warm forming offers a combination of mechanical properties and process economics that neither cold nor hot forging can replicate for specific part geometries and material grades.
The forging temperature of steel is not a single value — it is a range defined by two limits: the upper forging temperature, above which grain coarsening and incipient melting at grain boundaries become risks, and the lower forging temperature, below which the metal becomes too resistant to deformation and surface cracking (hot shortness or cold cracking depending on the regime) becomes likely. Working within this window is fundamental to producing forgings with the intended grain structure and mechanical properties.
| Steel Grade / Type | Hot Forging Range (°C) | Warm Forging Range (°C) | Cold Forging Suitability |
|---|---|---|---|
| Low carbon steel (≤0.25% C) | 1,100–1,250 | 700–900 | Excellent |
| Medium carbon steel (0.25–0.55% C) | 1,050–1,200 | 650–850 | Good (with annealing) |
| High carbon steel (>0.55% C) | 950–1,150 | 650–800 | Limited (cracking risk) |
| Alloy steel (Cr-Mo, Ni-Cr) | 1,000–1,200 | 700–900 | Grade-dependent |
| Stainless steel (austenitic) | 1,100–1,200 | 800–950 | Poor (high work hardening) |
Carbon content is the dominant variable in steel forgeability. Low-carbon steels are highly formable at room temperature because their lower yield strength and higher ductility allow significant deformation before cracking initiates. High-carbon and high-alloy steels require elevated temperature to reduce flow stress to a level manageable by available press tonnage, and even in the hot forging range they demand tighter temperature control because the gap between the upper and lower forging limits narrows as alloy content increases.
The choice between cold and hot forging is ultimately a decision about which combination of mechanical properties, dimensional accuracy, surface finish, and production economics best matches the part's end-use requirements. Neither process is universally superior — they are complementary technologies with overlapping but distinct capability envelopes.
Mechanical properties: Cold forging produces parts with higher surface hardness and tensile strength than hot forging from the same stock material, due to the strain hardening effect. Compressive residual stresses introduced at the part surface during cold forming also improve fatigue resistance — a significant advantage in high-cycle applications such as fasteners, gear blanks, and automotive drive components. Hot forging, by contrast, produces a refined equiaxed grain structure through recrystallization that delivers superior toughness and impact resistance, making it the preferred process for large structural parts — connecting rods, crankshafts, aerospace flanges — where resistance to sudden overload is the governing design criterion.
Dimensional tolerance: Cold forging consistently achieves tolerances of ±0.05–0.10 mm on finished dimensions, often eliminating subsequent machining entirely for net-shape or near-net-shape parts. Hot forging tolerances are typically ±0.5–1.5 mm before machining, reflecting the dimensional variation introduced by thermal contraction during cooling, scale removal, and die wear at elevated temperature. For parts requiring tight bore tolerances or thread engagement, cold forging's dimensional capability is a direct cost driver — fewer secondary operations mean lower per-part cost despite the higher tooling investment.
Surface quality: Cold forged surfaces are bright, scale-free, and typically have Ra values of 0.4–1.6 µm directly from the die — comparable to a machined finish in many cases. Hot forged surfaces are characterized by an oxide scale layer that must be removed by shot blasting or pickling before downstream processing, adding a handling step and a surface quality inspection requirement that cold forging avoids entirely.
A cold shut is a forging defect in which two metal flow fronts meet but fail to fuse, leaving a seam or lap on the part surface or subsurface. The term is most commonly associated with hot forging, where the name reflects the fact that one or both flow fronts have cooled sufficiently — or been oxidized — before meeting to prevent metallurgical bonding. The resulting defect appears as a linear discontinuity that is typically parallel to the part surface and may not be visible until the part is machined or subjected to dye penetrant or magnetic particle inspection.
The conditions that produce cold shuts include insufficient forging temperature, excessive die chilling of the workpiece surface before metal fill is complete, a die design that creates folding flow patterns (where metal folds back on itself rather than advancing cleanly into the cavity), and insufficient press tonnage that allows the metal to stall and begin cooling before the die is fully closed.
Prevention strategies address each of these root causes directly:
Hot forging dies operate under a uniquely severe combination of stresses: repeated thermal cycling between the hot workpiece contact temperature (often 400–600°C at the die surface) and the ambient temperature between strokes, high compressive stress at the die cavity walls during each forming stroke, and abrasive wear from scale and metal flow across the die face. Die material selection must balance hot hardness, thermal fatigue resistance, toughness, and wear resistance — properties that often trade off against each other and require alloy optimization for the specific forging application.
The dominant tool steel grades for hot forging dies and their characteristic strengths:
The dominant failure mode in hot forging dies is thermal fatigue cracking — a network of surface cracks (heat checking) that develops from the cyclic thermal stress of repeated heating and cooling at the die cavity surface. Heat checking progresses from surface crazing to deeper crack propagation, eventually producing die face spalling that transfers crack patterns to the forged part surface. Die life can be extended by stress-relief tempering cycles at regular production intervals (typically every 2,000–5,000 strokes for closed impression steel forging), which relax the residual tensile stresses that drive crack propagation without significantly reducing working hardness.
The economic position of warm forming relative to hot and cold forming is part-geometry and volume dependent — there is no universal answer. The correct comparison requires accounting for tooling cost, energy cost, material utilization, secondary operations, and achievable production rate simultaneously, since warm forming's advantage or disadvantage on any single cost element can be reversed on another.
Warm forming's cost structure relative to hot and cold forming on each major cost element:
The application where warm forming most clearly justifies its cost position is medium-to-large parts in medium-carbon or alloy steel that exceed the practical press tonnage limits of cold forging but do not require the full thermal softening of hot forging for shape complexity reasons. Automotive components in the 0.5–3 kg weight range — CV joint bodies, pinion shafts, hub blanks — represent the largest commercial segment where warm forming delivers a total cost per part below both hot and cold alternatives when volume exceeds 100,000 parts per year and dimensional tolerance requirements fall in the ±0.15–0.25 mm range.
No.1317 Gangcheng Road, Daxin Town, Zhangjiagang, Jiangsu, China
WhatsApp:+86-151 5156 6388 Terry Huang
+86-151 5156 6388 Terry Huang
+86-138 1299 2607 Maggie Xia
Terry Huang -VP of Sales
[email protected]
Maggie Xia -VP of Sales
[email protected]






